

At the end of last May we had the pleasure to visit the headquarters of one of the most prestigious German watchmakers, Glashütte Original, and we are now glad to share this report with our readers.
The brand takes its name from a small town in the state of Saxony with about 7,000 inhabitants. 30 kilometres south of the Saxon capital of Dresden and 340 metres / 1,120 feet on the sea-level, Glashütte is worldwide renowned as the capital of German watchmaking.




The history of the brand is indissolubly linked to the town and began in the mid-19th century when the government was convinced to financially support the founding of a watchmaking industry, seen as a possible way to face the crisis of the region and pursue new economic perspectives.
By the beginning of the 20th century, the high quality of watches made in Glashütte had already earned them worldwide renown encountering an extensive success.
Glashütte watchmaking tradition faced a big challenge after the World War II following the expropriation of all enterprises during the Soviet occupation in 1945 and their merger into a single state-owned enterprise in 1951 under the VEB Glashütter Uhrenbetriebe (GUB) name, which continued producing watches as Glashütter Uhrenbetrieb GmbH after the reunification of Germany and realigned under the brand name “Glashütte Original” in 1994, calling to mind the town's heritage.
In 2000, Glashütte Original was acquired by the Swatch Group which supported a continuous growth and worldwide expansion while allowing the brand to remain loyal to the important watchmaking heritage of the region, clearly evident in the classic-elegant design of its timepieces as well as in traditional elements such as the classic Glashütte three-quarter plate - which ensures a more stable construction of the movement - or the striking screw balance with swan neck fine adjustment.
Glashütte Original is a "manufactory", a term which is used in watchmaking to identify a company that is able to create and manufacture watches independently with a high percentage of activities done by hand.
The brand is very transparent in showing how their creations are made organizing public tours every Wednesday morning and afternoon and welcoming a few thousand visitors overall each year.

One of the largest building in town, the Glashütte Original’s headquarter is characterized by a bright, airy atrium, with an impressive 23-metre high ceiling.

The various ateliers, workshops and departments responsible for the manufacturing and final assembly are all connected to each other along the corridors of the four floors and together occupy more than 10,000 square metres.

Around 600 of the 750 total employees of the brand work here. The other people work in the various branches and boutiques worldwide as well as in the brand’s own dial manufactory based in Pforzheim. Glashütte Original is one of the very few brands to have its own dial factory.

Under the same roof, creative and experienced people keep perfecting their skills to create timepieces with hundreds of components, almost entirely produced in-house.
The number of professions that need to precisely cooperate - like wheels in a watch movement - is pretty impressive and includes product designers, engineers, programmers, toolmakers, electroplaters, engravers, goldsmiths, polishers, and watchmakers, just to name a few of them.

Let’s now take a look at the various departments that are involved in the production process at Glashütte Original.
It all starts with product planning, design, and engineering using the most advanced technologies including CAD (Computer Aided Design) software.
Once the project is approved, the production of the individual components for the first prototypes starts. When specific tools are required, these are made in-house in the tool making department.

Of course, CNC (Computer Numerical Control) machines are used to ensure the highest precision but all pieces are individually human-controlled.
Spark erosion - which enables precision cutting to a tolerance of 5 thousandths of a millimetre! - is used to obtain springs, levers and rockers from metal strips. Even tourbillon cages are created in this department.

Plates are then prepared and drilled. Some engravings, like the Glashütte Original logo, are also performed in this phase.
Each component is then verified in the dedicated measurement room.


A dedicated area is in charge of turning of wheels, pinions, shafts, rings, spring barrels and even screws.
For the wheels and pinions then the teeth-cutting department - where all the teeth are cut by a milling process - is following.

The exceptional quality of these movements could not be achieved without meticulous attention to the smallest detail. All parts are measured not only in their dimensions, as described earlier, but also in terms of hardness using the Vickers test, i.e. by observing the part's ability to resist to an indentation which is optically measured and converted to a hardness value. The flexibility of the swan-neck spring for example is created by the hardening process.
Glashütte Original even runs an own galvanic department in which numerous components such as plates, bridges, wheels or rotor plates get a coating of different materials for enhancing their aesthetic and resistance. In a first step a coat of nickel is applied by electroplating which serves as a protection against oxidation. This is followed by layers of gold and rhodium which are responsible for the aesthetic. The beautiful two-coloured design of the rotor plates and of all engravings in the movements is achieved with this technique.

Finishing of the parts makes a big difference and greatly accrues the value of a movement.
Glashütte Original invests a lot in this direction by training and employing extremely skilled artisans which patiently enhance components with decorations and aesthetic refinements like perlage, sunburst finishing, the typical Glashütte stripe finish, bevelling, polishing, and hand-made engravings.

 Perlage: overlapping circles that are made by a rotating rubber peg covered with a special diamond powder that is applied to the surface by hand
Perlage: overlapping circles that are made by a rotating rubber peg covered with a special diamond powder that is applied to the surface by hand





Hours of precision work are requested to mirror-polish surfaces like the swan neck spring, the tourbillon cage, index fingers and other parts of the movement.
Besides a manual paper polishing for numerous parts, Glashütte Original still keeps alive the long tradition of the sophisticated tin flat polishing. For this technique, the component is laid on a piece of rubber and polished with an approximately 800 grams heavy tin flat file. Tin is the supporting tool for the polishing paste (diamantine) which is applied on the file. The file is moved over the surface of the component with uniform movements. For a swan-neck spring this process can require up to 1 hour!

The tiny steel screws are first polished until glossy, then heated to approximately 290°C making them change colour from grey to cornflower blue.

Screws are thermally blued not only because they add elegance to the movements but also because this way they offer higher corrosion resistance.

Timing is of the essence when thermally bluing screws: only few seconds are generally required to achieve the same hue, uniform for all parties.
In this phase, it is possible to start assembling sub-groups like the balance which comprises the balance wheel, balance staff, plateau and balance spring.

The artistic hand-engraving of balance cocks and balance bridges each piece truly unique.


At Glashütte Original even dials are in-house produced. This is pretty rare among watch industries as most of them rely on external suppliers for dials.
Dials are made not in the main building in Glashütte but in a dedicated manufactory in the town of Pforzheim, a city rich in the traditions of jewelry making around 600 km east of the headquarter.

Many separate tasks are involved in dial making and most of them are rigorously performed by hand. In some cases, like for the Sixties models, the dials are produced using original tools and authentic methods from the 1960s where dials are first galvanised, then layers of lacquer are added by hand in various steps.

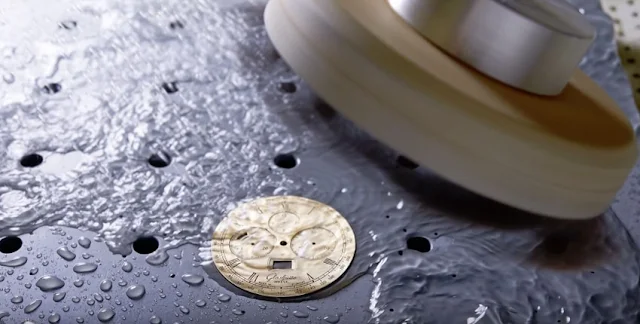
The sequence below shows some of the tasks for the production of the dial of the Senator Chronograph Panorama Date model, in this case with a platinum case. For this version, the dial is silver-plated by friction – a traditional technique which was used for the coating of dials of pendulum clocks in the past.

In a first step the gold dial blanks are stamped. The date windows are then impressed and the dials are checked and if necessary flattened. Then the functions, date windows and diameter are stamped and the feet attached.

The three auxiliary dials are then turned using a PCD lathe tool and the surface prepared with a rotating brush and pumice powder.

The numerals, the Glashütte Original logo and the minute ring are carefully engraved using a laser. The dial surface is then irradiated by hand and cleaned once again. A special lacquer is used to fill in the laser-cut engravings. This step requires a syringe and a very attentive touch.

In a number of subsequent steps the excess coating is removed so that only a deep black inlay remains in the engraved areas.
Sanding and polishing of the individual dials is then performed by hand. It is fundamental that the surface quality is carefully checked and the height of dial and functions measured.
The dial is then silver plated "by friction". This is an elaborate manual process in which a calibrated mixture of silver powder, salt and water is rubbed onto the dial using a brush.

The finished silver-plated dial is rinsed once again, cleaned in an ultrasound bath and given a final check. As a result, each dial has a fine, harmoniously shimmering structure.
When all parts are produced, verified and decorated, it is time for the final assembly, a delicate phase which requires great dexterity, experience and patience.


Even the simplest of Glashütte Original movements requires several hours to assemble. More elaborate movements with the most intricate and intriguing of complications, like the Senator Chronometer Regulator or the Senator Tourbillon, demand the dedicated attention of a master watchmaker for up to twenty working days.
Following assembly, all Glashütte Original watches are thoroughly examined and tested to ensure they meet the most exacting standards for rate precision, water resistance, shock resistance, and numerous other properties.

The latest Senator Excellence line has raised the bar even more by defining a new standard of quality. Each of these watches – be it the Perpetual Calendar, three-hand model, with Panorama Date or Panorama Date and moon phase – is tested for 24 days under conditions even tougher than those in force for the demanding German Chronometer certification test. A special engraving on the case back serves as a seal of quality for every single watch.


Only at the end of this rigorous process a watch from Glashütte Original is considered complete and finally ready to be delivered to a new happy owner. glashuette-original.com


The brand takes its name from a small town in the state of Saxony with about 7,000 inhabitants. 30 kilometres south of the Saxon capital of Dresden and 340 metres / 1,120 feet on the sea-level, Glashütte is worldwide renowned as the capital of German watchmaking.

Above and below, Glashütte today: the large building in the foreground is the headquarter of Glashütte Original while the German Watch Museum is at the centre


Glashütte in 1855 and, below, at the beginning of the 20th century

By the beginning of the 20th century, the high quality of watches made in Glashütte had already earned them worldwide renown encountering an extensive success.
Glashütte watchmaking tradition faced a big challenge after the World War II following the expropriation of all enterprises during the Soviet occupation in 1945 and their merger into a single state-owned enterprise in 1951 under the VEB Glashütter Uhrenbetriebe (GUB) name, which continued producing watches as Glashütter Uhrenbetrieb GmbH after the reunification of Germany and realigned under the brand name “Glashütte Original” in 1994, calling to mind the town's heritage.
In 2000, Glashütte Original was acquired by the Swatch Group which supported a continuous growth and worldwide expansion while allowing the brand to remain loyal to the important watchmaking heritage of the region, clearly evident in the classic-elegant design of its timepieces as well as in traditional elements such as the classic Glashütte three-quarter plate - which ensures a more stable construction of the movement - or the striking screw balance with swan neck fine adjustment.
Glashütte Original is a "manufactory", a term which is used in watchmaking to identify a company that is able to create and manufacture watches independently with a high percentage of activities done by hand.
The brand is very transparent in showing how their creations are made organizing public tours every Wednesday morning and afternoon and welcoming a few thousand visitors overall each year.

One of the largest building in town, the Glashütte Original’s headquarter is characterized by a bright, airy atrium, with an impressive 23-metre high ceiling.

The various ateliers, workshops and departments responsible for the manufacturing and final assembly are all connected to each other along the corridors of the four floors and together occupy more than 10,000 square metres.

The spectacular atrium of the manufactory

A map of Germany showing the positions of Glashütte and Pforzheim
The number of professions that need to precisely cooperate - like wheels in a watch movement - is pretty impressive and includes product designers, engineers, programmers, toolmakers, electroplaters, engravers, goldsmiths, polishers, and watchmakers, just to name a few of them.

Let’s now take a look at the various departments that are involved in the production process at Glashütte Original.
It all starts with product planning, design, and engineering using the most advanced technologies including CAD (Computer Aided Design) software.
Once the project is approved, the production of the individual components for the first prototypes starts. When specific tools are required, these are made in-house in the tool making department.

Of course, CNC (Computer Numerical Control) machines are used to ensure the highest precision but all pieces are individually human-controlled.
Spark erosion - which enables precision cutting to a tolerance of 5 thousandths of a millimetre! - is used to obtain springs, levers and rockers from metal strips. Even tourbillon cages are created in this department.

Plates are then prepared and drilled. Some engravings, like the Glashütte Original logo, are also performed in this phase.
Each component is then verified in the dedicated measurement room.


A dedicated area is in charge of turning of wheels, pinions, shafts, rings, spring barrels and even screws.
For the wheels and pinions then the teeth-cutting department - where all the teeth are cut by a milling process - is following.

The exceptional quality of these movements could not be achieved without meticulous attention to the smallest detail. All parts are measured not only in their dimensions, as described earlier, but also in terms of hardness using the Vickers test, i.e. by observing the part's ability to resist to an indentation which is optically measured and converted to a hardness value. The flexibility of the swan-neck spring for example is created by the hardening process.
Glashütte Original even runs an own galvanic department in which numerous components such as plates, bridges, wheels or rotor plates get a coating of different materials for enhancing their aesthetic and resistance. In a first step a coat of nickel is applied by electroplating which serves as a protection against oxidation. This is followed by layers of gold and rhodium which are responsible for the aesthetic. The beautiful two-coloured design of the rotor plates and of all engravings in the movements is achieved with this technique.

After being coated with protective varnish, these skeletonized rotors are galvanized
Glashütte Original invests a lot in this direction by training and employing extremely skilled artisans which patiently enhance components with decorations and aesthetic refinements like perlage, sunburst finishing, the typical Glashütte stripe finish, bevelling, polishing, and hand-made engravings.




Glashütte ribbing: a fine, even, striped finish applied on wheel bridges, cocks and rotors

Bevelling: the edges of processed metal surfaces are bevelled to an angle of 45° to create decorative, shiny edges; for steel parts this is done by a rotating polishing peg (above), for the softer brass components manual power is required (below)


Mounting of gold chatons
Hours of precision work are requested to mirror-polish surfaces like the swan neck spring, the tourbillon cage, index fingers and other parts of the movement.
Besides a manual paper polishing for numerous parts, Glashütte Original still keeps alive the long tradition of the sophisticated tin flat polishing. For this technique, the component is laid on a piece of rubber and polished with an approximately 800 grams heavy tin flat file. Tin is the supporting tool for the polishing paste (diamantine) which is applied on the file. The file is moved over the surface of the component with uniform movements. For a swan-neck spring this process can require up to 1 hour!

Tin flat polishing

Polishing of screws
Screws are thermally blued not only because they add elegance to the movements but also because this way they offer higher corrosion resistance.

Polished screws are then thermally blued
Timing is of the essence when thermally bluing screws: only few seconds are generally required to achieve the same hue, uniform for all parties.
In this phase, it is possible to start assembling sub-groups like the balance which comprises the balance wheel, balance staff, plateau and balance spring.

Wheels are checked to ensure that their round and flat moving are perfect
The artistic hand-engraving of balance cocks and balance bridges each piece truly unique.


Dials are made not in the main building in Glashütte but in a dedicated manufactory in the town of Pforzheim, a city rich in the traditions of jewelry making around 600 km east of the headquarter.

The particular blue hue of the PanoMaticLunar dial is achieved through a galvanic colouring process which ensure duration and no changes in the colour over time (you can read more about this model here)

Three models from the Sixties family

In a first step the gold dial blanks are stamped. The date windows are then impressed and the dials are checked and if necessary flattened. Then the functions, date windows and diameter are stamped and the feet attached.

The three auxiliary dials are then turned using a PCD lathe tool and the surface prepared with a rotating brush and pumice powder.


In a number of subsequent steps the excess coating is removed so that only a deep black inlay remains in the engraved areas.

Sanding and polishing of the individual dials is then performed by hand. It is fundamental that the surface quality is carefully checked and the height of dial and functions measured.
The dial is then silver plated "by friction". This is an elaborate manual process in which a calibrated mixture of silver powder, salt and water is rubbed onto the dial using a brush.

The finished silver-plated dial is rinsed once again, cleaned in an ultrasound bath and given a final check. As a result, each dial has a fine, harmoniously shimmering structure.
When all parts are produced, verified and decorated, it is time for the final assembly, a delicate phase which requires great dexterity, experience and patience.


Even the simplest of Glashütte Original movements requires several hours to assemble. More elaborate movements with the most intricate and intriguing of complications, like the Senator Chronometer Regulator or the Senator Tourbillon, demand the dedicated attention of a master watchmaker for up to twenty working days.
Following assembly, all Glashütte Original watches are thoroughly examined and tested to ensure they meet the most exacting standards for rate precision, water resistance, shock resistance, and numerous other properties.

The latest Senator Excellence line has raised the bar even more by defining a new standard of quality. Each of these watches – be it the Perpetual Calendar, three-hand model, with Panorama Date or Panorama Date and moon phase – is tested for 24 days under conditions even tougher than those in force for the demanding German Chronometer certification test. A special engraving on the case back serves as a seal of quality for every single watch.

Above and below, the Senator Excellence Perpetual Calendar (we wrote about it here)



Recommended videos on Glashütte Original:





