

When Florentine Ariosto Jones (1841-1916), an American engineer and watchmaker from Boston, decided to establish his own watch company 150 years ago, he had clear ideas on where to settle in.
The demand for watches in his country was strong but he realised that the lack of local watchmakers was a major issue. Thus, he planned to move to Switwerland to combine the skilled craftsmanship of the Swiss with modern methodologies and technologies.
The factory had to be built in a place where it was easy to recruit low-wage experienced watchmakers, not far from a railway and, very important, by a river in order to use hydraulic power for operating a generator and supplying electrical power to workshops and machinery.
Florentine found the ideal location in Schaffhausen, a small town in northern Switzerland, and the capital of the canton of the same name.
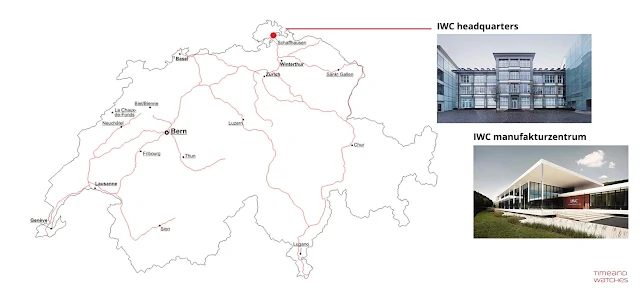
Located on the northern side of the river Rhine, Schaffhausen was also a railway junction of Swiss and German rail networks and was connected with the nearby Rhine Falls in Neuhausen am Rheinfall, Europe's largest waterfall and an exceptional source of hydraulic power. The International Watch Company was established in 1868.



In 1875 new premises were built on the banks of the Rhine. The headquarters of IWC are still based in this historic building. At the time the company had 196 employees.

After extending its facility twice in 2005 and 2008 with the East and West Wings, the continuous growth of the company led to the opening, in 2018, of a new, highly innovative factory, or Manufakturzentrum, on the outskirts of Schaffhausen.
We recently had the pleasure to visit the two sites and we are now glad to share this report with our readers.
Our tour started from the headquarters in Schaffhausen Old Town where the administrative and marketing departments are based. As we will explain later, it’s here that the final assembly of the watches is still performed.


The ground floor of the main building also houses the Museum that IWC opened in 1993 on occasion of its 125th anniversary.

Here, visitors and guests can explore the historical timepieces and the rich history of the brand thanks to more than 230 carefully selected items.

Among them, the legendary Jones calibres from the period of the company’s foundation. The post-Jones period, with the famous 52 calibre is also documented here.
Highlights of the wristwatch display are the Albert Pellaton anniversary watch, the so-called “club watches”, and new models in the Porsche Design family.
Catalogues and advertising artwork in the smaller intermediate cases and in the main cabinets supplement the watch display.

Also on display are two of the 94 ledgers that provide complete information about every IWC watch made since 1885: its calibre, case material, date of delivery and name of the recipient.
A 10-minute drive from the headquarters, the new Manufakturzentrum inaugurated on 27 August 2018 sits over an area spanning 13,500 square metres (139 metres long x 62 metres wide) bringing together the production of movement components, manufacture movements and cases in one place implementing state-of-the-art manufacturing methods and technologies.


Many elements of sustainability are incorporated into the design; for instance, solar panels are installed on the roof and water for cooling and heating is drawn from two groundwater sources. Energy consumption is reduced using automatic lighting control coupled with LED lights. A sensor-controlled sunshade system also prevents the building from being heated up unnecessarily.
Today about 230 employees – out of the total 800 currently working in the two sites without counting the employees at IWC boutiques and service centres worldwide – operate in the new production plant but the construction has been built to accommodate around 400 workers.
In terms of design, the building stands out for its glass façade with black frames in stark contrast to the white, flat roofs that extend beyond the façade. The 9-meter-high entrance lobby is imposing with a giant perpetual calendar mechanism just behind the reception. The portraits of some of the key people in the history of the brand hang on the wall on the right.


The lobby affords direct access to the movement-component production workshop. This is where around 1,500 different components are produced, including parts for the automatic movements of calibre families 52 and 82, the handwound movements of calibre family 59, and the chronograph movements of calibre family 69.
The first department we visited is dedicated to the production of movement components: bridges, plates and other small parts.


All components are milled and cut with minimal tolerances in the region of a few thousandths of a millimetre by CNC (Computer Numerical Control) machines and verified by sophisticated measurement tools.


Jewels are set into plates and bridges, then the parts are decorated with techniques like Perlage, engraved and coated of different materials. As an example, nickel is applied by electroplating as a protection against oxidation while rhodium is used to enhance the aesthetic.


Movement components that are engraved are first gold-plated all over and then a coating is applied to the engraving. Once the Côtes de Genève have been added, the components are rhodium-plated in an electroplating bath and any remaining coating is washed off making the engraving gleam in dazzling gold.
Before leaving this department, all parts are individually human-controlled. They are then sent to Schaffhausen for the assembly except those that are used for manufacture calibres which are assembled in the second department of the new factory.

Assembly of the movement consists of connecting the winding mechanism, train and escapement, followed by precision adjustment. Depending on the model, it may also involve the automatic winding and chronograph mechanisms as well as the calendar and hour counter. The most complex of these jobs is adjusting the escapement and aligning the balance spring so that it runs true and flat, a high-precision manual task that no machine could ever carry out, even remotely, to the same high quality standards.
While the production of the movement components is largely automated, assembling the manufacture movements is a delicate operation that must be performed by hand.

The assembly area is hit by natural light and offers a relaxing view on the green areas surrounding the building. It is here that watchmakers, each wearing a magnifying glass, assemble and control the movements with the highest precision.

Since even tiny amounts of dust or dirt can impair a movement's performance, the components are assembled in a cleanroom atmosphere, in conditions similar to those established for the manufacture of computer chips. Fifty thousand cubic metres of air are circulated every hour. The pressure in this environment is above atmospheric pressure, making it even harder for dust particles to find their way in.
To maximise the quality standards, the assembly processes for the different calibre families are organised into dedicated lines.

The next department is dedicated to case manufacturing, a production stage which, in terms of precision, requires standards in no way inferior to machining or assembly.
For watches made of a precious metal (red gold, white gold and platinum), the case parts are manufactured from pre-formed blanks. Stainless-steel, titanium, and bronze cases are made from bars, specially produced for IWC, which are machined on CNC lathe and milling machines to an accuracy of one-hundredth of a millimetre. Depending on the material and case type, between 30 and 50 cases can be made from a metre-long bar.



Milling machines are used to cut the horns for the strap or bracelet and the apertures for the crown and push-buttons into the casing rings. After the cutting process, the measurements are meticulously checked and the surfaces brought up to IWC standards of precision. The edges are deburred and rounded off, or faceted. All traces of lathing, milling and machining are removed, and the surfaces are finely ground and polished, satin-finished and blasted.

A series of complex tests, such as water-resistance and outward appearance, completes the case production process.
Completed movements and cases are sent to the Schaffhausen headquarters where the final assembly of the watches is performed. Dials and hands are received from Pro Cadran, a specialised company in La Chaux-de-Fonds also owned by Richemont which works for the brands of the luxury group.
All processes involved in the final assembly of the watches are manual. Depending on the model, specialists mount the dials on the fully timed and regulated movement by hand or using special tools. The same applies to the hands, which need to be set at exactly the right height and grip the pivot onto which they are firmly mounted. With chronographs, the zero position of the hands must also be absolutely exact. The movement is secured in position either to a casing ring or directly to the case. The winding stems are individually adjusted and crowns screwed onto them.


Over a period of ten days, the automatic movements in self-winding watches are rotated continuously, while those with manual winding are fully wound every other day. Running-in gives the wheels and pinions a chance to adapt to each other perfectly, while the lubricant penetrates into all the prescribed places.
The watches are then ready for final inspections and tests to measure accuracy, functions and appearance as well as to confirm resistance to air and water.

The IWC production sites provide a perfect example of how traditional watchmaking and state-of-the-art manufacturing methods and technologies can be successfully combined for the creation of timepieces of outstanding quality, made to withstand the test of time.

By Alessandro Mazzardo
© Time and Watches. All Rights Reserved. Copying this material for use on other web sites or other digital and printed support without the written permission of Time and Watches or the copyright holder is illegal.
The demand for watches in his country was strong but he realised that the lack of local watchmakers was a major issue. Thus, he planned to move to Switwerland to combine the skilled craftsmanship of the Swiss with modern methodologies and technologies.
The factory had to be built in a place where it was easy to recruit low-wage experienced watchmakers, not far from a railway and, very important, by a river in order to use hydraulic power for operating a generator and supplying electrical power to workshops and machinery.
Florentine found the ideal location in Schaffhausen, a small town in northern Switzerland, and the capital of the canton of the same name.

Located on the northern side of the river Rhine, Schaffhausen was also a railway junction of Swiss and German rail networks and was connected with the nearby Rhine Falls in Neuhausen am Rheinfall, Europe's largest waterfall and an exceptional source of hydraulic power. The International Watch Company was established in 1868.

Panorama of Schaffhausen as seen from the Munot fortress

Above and below, views of the Rhine Falls


After extending its facility twice in 2005 and 2008 with the East and West Wings, the continuous growth of the company led to the opening, in 2018, of a new, highly innovative factory, or Manufakturzentrum, on the outskirts of Schaffhausen.
We recently had the pleasure to visit the two sites and we are now glad to share this report with our readers.
Our tour started from the headquarters in Schaffhausen Old Town where the administrative and marketing departments are based. As we will explain later, it’s here that the final assembly of the watches is still performed.


The ground floor of the main building also houses the Museum that IWC opened in 1993 on occasion of its 125th anniversary.


Among them, the legendary Jones calibres from the period of the company’s foundation. The post-Jones period, with the famous 52 calibre is also documented here.
Highlights of the wristwatch display are the Albert Pellaton anniversary watch, the so-called “club watches”, and new models in the Porsche Design family.
Catalogues and advertising artwork in the smaller intermediate cases and in the main cabinets supplement the watch display.

Historic IWC models, clockwise from top: Aquatimer Automatic, 1967; Ingenieur Automatic, 1955; Portuguese, 1939; Da Vinci, Beta 21 calibre, 1969; "IWC Special Pilot’s Watch”, 1936; centre: Portofino, 1984
A 10-minute drive from the headquarters, the new Manufakturzentrum inaugurated on 27 August 2018 sits over an area spanning 13,500 square metres (139 metres long x 62 metres wide) bringing together the production of movement components, manufacture movements and cases in one place implementing state-of-the-art manufacturing methods and technologies.


Today about 230 employees – out of the total 800 currently working in the two sites without counting the employees at IWC boutiques and service centres worldwide – operate in the new production plant but the construction has been built to accommodate around 400 workers.
In terms of design, the building stands out for its glass façade with black frames in stark contrast to the white, flat roofs that extend beyond the façade. The 9-meter-high entrance lobby is imposing with a giant perpetual calendar mechanism just behind the reception. The portraits of some of the key people in the history of the brand hang on the wall on the right.


The first department we visited is dedicated to the production of movement components: bridges, plates and other small parts.


All components are milled and cut with minimal tolerances in the region of a few thousandths of a millimetre by CNC (Computer Numerical Control) machines and verified by sophisticated measurement tools.




Before leaving this department, all parts are individually human-controlled. They are then sent to Schaffhausen for the assembly except those that are used for manufacture calibres which are assembled in the second department of the new factory.

While the production of the movement components is largely automated, assembling the manufacture movements is a delicate operation that must be performed by hand.

Assembly: inserting the rotor, balance and escapement

Since even tiny amounts of dust or dirt can impair a movement's performance, the components are assembled in a cleanroom atmosphere, in conditions similar to those established for the manufacture of computer chips. Fifty thousand cubic metres of air are circulated every hour. The pressure in this environment is above atmospheric pressure, making it even harder for dust particles to find their way in.

The next department is dedicated to case manufacturing, a production stage which, in terms of precision, requires standards in no way inferior to machining or assembly.
For watches made of a precious metal (red gold, white gold and platinum), the case parts are manufactured from pre-formed blanks. Stainless-steel, titanium, and bronze cases are made from bars, specially produced for IWC, which are machined on CNC lathe and milling machines to an accuracy of one-hundredth of a millimetre. Depending on the material and case type, between 30 and 50 cases can be made from a metre-long bar.



Milling machines are used to cut the horns for the strap or bracelet and the apertures for the crown and push-buttons into the casing rings. After the cutting process, the measurements are meticulously checked and the surfaces brought up to IWC standards of precision. The edges are deburred and rounded off, or faceted. All traces of lathing, milling and machining are removed, and the surfaces are finely ground and polished, satin-finished and blasted.

A series of complex tests, such as water-resistance and outward appearance, completes the case production process.
Completed movements and cases are sent to the Schaffhausen headquarters where the final assembly of the watches is performed. Dials and hands are received from Pro Cadran, a specialised company in La Chaux-de-Fonds also owned by Richemont which works for the brands of the luxury group.
All processes involved in the final assembly of the watches are manual. Depending on the model, specialists mount the dials on the fully timed and regulated movement by hand or using special tools. The same applies to the hands, which need to be set at exactly the right height and grip the pivot onto which they are firmly mounted. With chronographs, the zero position of the hands must also be absolutely exact. The movement is secured in position either to a casing ring or directly to the case. The winding stems are individually adjusted and crowns screwed onto them.


Over a period of ten days, the automatic movements in self-winding watches are rotated continuously, while those with manual winding are fully wound every other day. Running-in gives the wheels and pinions a chance to adapt to each other perfectly, while the lubricant penetrates into all the prescribed places.
The watches are then ready for final inspections and tests to measure accuracy, functions and appearance as well as to confirm resistance to air and water.

The IWC production sites provide a perfect example of how traditional watchmaking and state-of-the-art manufacturing methods and technologies can be successfully combined for the creation of timepieces of outstanding quality, made to withstand the test of time.

© Time and Watches. All Rights Reserved. Copying this material for use on other web sites or other digital and printed support without the written permission of Time and Watches or the copyright holder is illegal.





